












 Zuhause
Zuhause Produkte
Produkte







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Tablettenbeschichtungsfehler können mehr als nur das Aussehen beeinflussen. Ein rauer Film, ein unlesbares Logo, eine rissige Oberfläche oder eine ungleichmäßige Farbe können auf schlechte Haftung, instabiles Trocknen, schwache Tablettenkerne oder eine inkonsistente Sprühung hinweisen. Einige Fehler sind kosmetisch, während andere die Identifikation, Handhabung, den Feuchtigkeitsschutz oder die erwartete Leistung der beschichteten Tablette beeinträchtigen können.
Die Fehlerbehebung funktioniert am besten, wenn der Defekt als Hinweis und nicht als Diagnose betrachtet wird. Dasselbe sichtbare Problem kann vom Tablettenkern, der Formulierung der Tablettenbeschichtung, dem Sprühsystem, den Trocknungsbedingungen oder der Bewegung innerhalb der "Tablettenbeschichtungsmaschine. Die Untersuchung sollte den Fehler identifizieren, die wahrscheinlichsten Variablen prüfen und jeweils nur einen Hauptfaktor auf einmal ändern. [1][2]

Tablettenbeschichtungsfehler sind unerwünschte Veränderungen im Film, in der Farbe, an der Oberfläche, an Kanten, am Logo oder im physischen Zustand einer Tablette während oder nach der Tablettenbeschichtung. Sie können während des Sprühens, Trocknens, Aushärtens, der Entleerung oder der Endkontrolle auftreten.
Sie sind nicht immer dasselbe wie Tablettenkompressionsfehler. Abplatzungen (Capping), Lamination, schwache Kanten oder eine hohe Bröseligkeit können bereits während der Tablettenkompression entstehen. Die Tablettenbeschichtung kann diese Schwächen sichtbarer machen, da die Tabletten Hitze, Feuchtigkeit, wiederholter Bewegung und dem Kontakt mit anderen Tabletten ausgesetzt sind.
Bevor Sie die Rezeptur der Tablettenbeschichtung oder die Maschineneinstellungen ändern, prüfen Sie unbeschichtete Kerne derselben Charge. Überprüfen Sie Härte, Bröseligkeit, Staub, Feuchtigkeit, Form, Prägung und Oberflächenzustand. Dies hilft dabei, Fehler, die während der Tablettenbeschichtung entstehen, von Problemen zu unterscheiden, die bereits in den Prozess eingebracht wurden. [2]
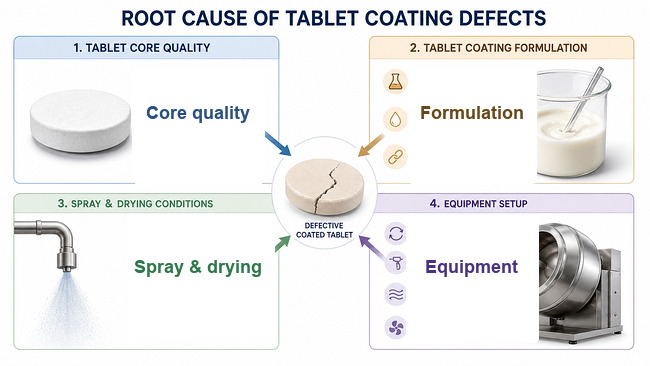
Ordnen Sie das Problem einer von vier Gruppen zu:
1. Qualität des Tablettenkerns: Härte, Bröseligkeit, Porosität, Feuchtigkeit, Staub, Form oder schwache Kanten.
2. Formulierung der Tablettenbeschichtung: Polymer, Weichmacher, Feststoffgehalt, Viskosität, Pigmentdispersion oder Haftung.
3. Sprüh- und Trocknungsbedingungen: Sprührate, Zerstäubung, Düsenabstand, Einlassluft, Abluft und Produkttemperatur.
4. Ausrüstungseinstellung: Düsen-Ausrichtung, Leitbleche, Pfannengeschwindigkeit, Luftstrombalance, Sensoren und Regelstabilität.
Die Bezeichnung des Defekts allein verrät nicht die Ursache. Kleben kann durch übermäßiges Sprühen, unzureichendes Trocknen, eine klebrige Formulierung oder eine niedrige Produkttemperatur entstehen. Rissbildung kann von einem spröden Film, einem sich ausdehnenden Kern oder mechanischer Belastung herrühren.
| Fehlermuster | Erste Prüfung | Wahrscheinliche Ursache | Zuerst vermeiden |
|---|---|---|---|
| Tabletten kleben zusammen | Produkttemperatur und Sprührate | Übersättigung durch Flüssigkeit oder zu langsames Trocknen | Heizleistung abrupt erhöhen |
| Oberfläche ist rau oder staubig | Zerstäubung und Düsenabstand | Sprühtrocknung oder große Tröpfchen | Erhöhung der Sprührate |
| Film reißt oder blättert ab | Kernzustand und Filmbiegsamkeit | Schlechte Haftung oder übermäßige Spannung | Nur die Pfannengeschwindigkeit ändern |
| Farbe ist ungleichmäßig | Sprühmuster und Tablettenmischung | Schlechte Verteilung oder Pigmentwanderung | Mehr Pigment hinzufügen |
| Kanten splittern oder erodieren | Kernhärte und Pfannenbewegung | Schwache Kerne oder hohe Abrasion | Alle Luftströme reduzieren |
Notieren Sie, wann der Defekt auftritt, den betroffenen Prozentsatz, die Produkttemperatur, die Sprührate, die Pfannengeschwindigkeit, den Luftstrom und den Zustand der Tablettenbeschichtungsflüssigkeit. Ohne Aufzeichnungen kann eine wiederholte Anpassung die ursprüngliche Ursache verschleiern. [1][2]
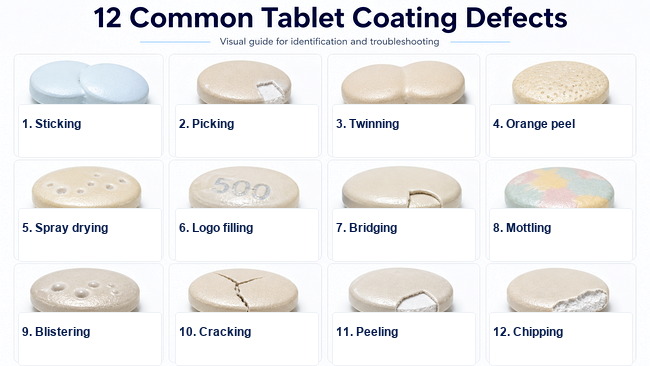
Kleben tritt auf, wenn Tabletten aufgrund eines zu lange klebrigen nassen Films aneinander oder an der Pfanne haften. Prüfen Sie Sprührate, Tablettenbett-Temperatur, Luftstrom, Abluft und Viskosität der Tablettenbeschichtung. Eine Reduzierung der Sprühmenge kann helfen, aber auch unzureichendes Trocknen oder eine klebrige Formulierung kann denselben Effekt verursachen.
Picking ist ein lokaler Filmbeschädigungseffekt. Eine nasse Tablette berührt eine andere Oberfläche, und ein Teil der Tablettenbeschichtung wird beim Trennen abgezogen. Dies tritt häufig um Buchstaben, Bruchkerben oder Logos auf. Prüfen Sie Prägung, Staub auf dem Kern, Vorwärmung und die frühe Sprühphase.
Twinning bedeutet, dass zwei Tabletten zusammenbleiben, meist von Angesicht zu Angesicht oder entlang einer breiten Kante. Kapselartige, ovale oder stark konvexe Tabletten sind besonders anfällig. Prüfen Sie Übernässung, Pfannengeschwindigkeit, Chargenbeladung, Tablettenbewegung und Leitblechdesign. Eine alleinige Erhöhung der Geschwindigkeit kann Kantenbeschädigungen verstärken.
Orangenhaut ist ein rauer, strukturierter Film. Tröpfchen können zu groß, zu viskos, schlecht zerstäubt oder teilweise getrocknet sein, bevor sie sich verteilen. Prüfen Sie Viskosität, Feststoffgehalt, Zerstäubungsdruck, Düsenabstand und Produkttemperatur. [1]
Sprühtrocknung tritt auf, wenn Tröpfchen zu viel Feuchtigkeit verlieren, bevor sie die Tabletten erreichen oder sich auf ihnen verteilen. Trockene Partikel verursachen Staubigkeit, Rauheit, schwache Haftung oder gefüllte Logos. Hohe Einlasstemperatur, übermäßige Zerstäubung, niedrige Sprührate, großer Düsenabstand oder starker Luftstrom können dazu beitragen.
Logo-Verfüllung tritt auf, wenn getrocknetes oder teilweise getrocknetes Beschichtungsmaterial sich in Buchstaben, Bruchkerben oder geprägten Details ansammelt. Prüfen Sie Sprühtrocknung, Feststoffgehalt, Aufbau der Tablettenbeschichtung, Tiefe des Logos und das Tablettendesign. Eine übermäßige Schichtdicke kann die Lesbarkeit der Markierung verringern.
Bridging unterscheidet sich von der Logo-Verfüllung. Der Film spannt sich über eine Bruchkerbe oder ein geprägtes Merkmal und bildet eine dünne Brücke. Wahrscheinliche Ursachen sind unzureichende Filmbiegsamkeit, übermäßige Schichtdicke, ungeeignete Plastifizierung, schlechte Haftung oder eine schwierige Tablettengeometrie. [1]
Mottling ist eine ungleichmäßige Farbe auf einer einzelnen Tablette, während Tabletten-zu-Tabletten-Variation bedeutet, dass die Charge unterschiedliche Farbtöne aufweist. Ursachen sind schlechte Pigmentdispersion, ungleichmäßiges Sprühen, schwaches Mischen oder Migration löslicher Farbstoffe während des Trocknens. Prüfen Sie Rührbewegung der Suspension, Düsenleistung, Sprühüberlappung, Pfannenbeladung und Tablettenbewegung.
Blasenbildung zeigt sich als lokales Ablösen oder Blasenbildung des Films vom Kern. Sie wird oft mit schlechter Haftung, eingeschlossener Feuchtigkeit oder schneller Erwärmung in Verbindung gebracht. Überprüfen Sie Vorwärmung, Produkttemperatur, Härtung, Kernfeuchtigkeit und Filmanhaftung.
Filmrissbildung tritt auf, wenn die Tablettenbeschichtung die Spannungen aus Trocknung, Handhabung oder Veränderungen im Kern nicht tolerieren kann. Mögliche Ursachen sind unzureichender Weichmacher, ein sprödes Polymer, übermäßige Schichtdicke, schnelle Trocknung, Kernausdehnung oder mechanischer Aufprall. Beachten Sie, ob Risse sofort oder erst nach Lagerung auftreten. [1]
Abblättern ist die Ablösung eines größeren Filmabschnitts von der Tablette. Staub, überschüssiges Oberflächenschmiermittel, geringe Filmbeständigkeit, schlechte Plastifizierung, Überhitzung oder Kernerosion können dazu beitragen. A Tablettenentstauber kann loses Pulver entfernen, aber es kann keine ungeeignete Formulierung oder einen übermäßig geschmierten Kern korrigieren. [1][2]
Diese Defekte beinhalten alle Materialverlust. Ausbrechen betrifft Kanten, Pitting bildet kleine Vertiefungen, und Oberflächenerosion erzeugt breitere abgenutzte Bereiche. Prüfen Sie Kerndurchhärte, Bröseligkeit, Feuchtigkeit, Pfannengeschwindigkeit, Prallblechkontakt, Chargengröße und Sprühbenetzung. Schwache Kerne können die Entladung aus der Rotations-Tablettenpressmaschine überstehen, aber unter wiederholter Bewegung in der Tablettenbeschichtungswanne versagen.Rotations-Tablettenpressmaschine aber unter wiederholter Bewegung in der Tablettenbeschichtungswanne versagen.
Ein stabiler Prozess beginnt mit einem beschichtungsbereiten Kern.Tablettenhärte muss ausreichend sein für Beladung, Trommeln, Sprühen und Entladung, aber Härte allein garantiert keinen Erfolg. Eine Tablette kann hart sein, aber dennoch schwache Kanten, innere Spannungen, hohe Bröseligkeit oder schlechte Oberflächenhaftung aufweisen.
Die Kernporosität beeinflusst die Benetzung. Poröse Tabletten können Flüssigkeit schnell aufnehmen, während dichte oder stark geschmierte Oberflächen die Haftung behindern können. Überschüssiges hydrophobes Schmiermittel an der Oberfläche kann die Bindung zwischen Film und Kern schwächen. Auch die Form spielt eine Rolle: tiefe Wölbung, schmale Bruchkerben, scharfe Logos und kapselförmige Tabletten können Zwillingsbildung, Überbrückung und Anhaften verstärken. [2]
Eine gleichmäßige Tablettenkonpression auf der Rotations-Tablettenpressmaschine hilft, Härte, Dicke und Oberflächenzustand zu kontrollieren. Staub sollte vor der Tablettenbeschichtung entfernt werden. Ein Tablettenentstauber unterstützt die Oberflächenreinheit, ersetzt jedoch nicht die richtige Granulation, Tablettenkonpression oder Kernformulierung.
Stellen Sie nicht alle Parameter gleichzeitig ein. Beginnen Sie mit den Variablen, die Benetzung, Verdampfung und Tablettenbewegung steuern:
1. Produkttemperatur
2. Sprührate
3. Zerstäubungsdruck
4. Formluft
5. Zuluft- und Abluftstrom
6. Pfannengeschwindigkeit
7. Düsenabstand und -winkel
8. Feststoffgehalt und Viskosität der Tablettenbeschichtungsflüssigkeit
| Parameter | Zu niedrig | Zu hoch | Häufig beobachtete Defekte |
|---|---|---|---|
| Sprührate | Langsamer Aufbau oder unzureichende Abdeckung | Übernässung | Rauheit oder Anhaften |
| Zerstäubungsdruck | Große Tröpfchen | Vorzeitiges Trocknen | Orangenhaut oder Sprühtrocknung |
| Produkttemperatur | Langsame Verdampfung | Schlechte Verteilung | Anhaften oder raue Filmbildung |
| Pfannengeschwindigkeit | Schwache Durchmischung | Hohe Abrasion | Farbvariation oder Ausbrechen |
| Luftstrom | Feuchtigkeitsansammlung | Oberfläche trocknet zu schnell | Anhaften oder Sprühtrocknung |
Die Produkttemperatur beschreibt die Tabletten direkter als allein die Einlasstemperatur. Auch die Sprühdynamik hängt vom Feststoffgehalt, der Viskosität, der Zerstäubungsluft, der Formluft, dem Düsenabstand und dem Prozessluftstrom ab. Änderungen der Sprührate, des Luftstroms, der Luftfeuchtigkeit und der Trocknungsbedingungen können sowohl das Tablettenbett als auch die Wahrscheinlichkeit von Tablettenbeschichtungsfehlern verändern. Ändern Sie jeweils nur eine Hauptvariable, lassen Sie den Prozess stabilisieren und dokumentieren Sie das Ergebnis. [2]
Untersuchen Sie die Maschine, wenn ein Defekt einem Sprühkopf, einer Luftzone oder einem wiederkehrenden Betriebsmuster folgt. Warnzeichen sind ungleichmäßige Düsenleistung, verstopfte Düsen, instabile Pfannengeschwindigkeit, ungenaue Temperaturmessungen, schwache Abluftkontrolle, schlechte Sprühüberlappung oder Prallbleche, die die Tabletten nicht gleichmäßig bewegen.
Eine geeignete Tablettenbeschichtungssuspension kann dennoch Fleckenbildung, Rauheit oder Übernässung verursachen, wenn eine Düse eine andere Förderrate oder einen anderen Winkel liefert. Reinigungsrückstände können Düsen verstopfen, während eine instabile Luftführung die Produkttemperatur außerhalb des vorgesehenen Bereichs verschieben kann. Die Wartung sollte die Düseninspektion, die Kalibrierung von Sensoren, Luftstromprüfungen sowie die Überprüfung der Dichtheit der Pfanne und der Unterdruckkontrolle umfassen.
Rich Packing integriert Forschung und Entwicklung, Produktion und Vertrieb von Ausrüstung in einem Fertigungssystem. Ihr 6S-gesteuerter Produktionsprozess umfasst Qualitätsprüfungen für Rohstoffbeschaffung, Komponentenhandhabung, Montage und Endprüfung der Ausrüstung und trägt dazu bei, die Konsistenz kritischer Funktionen der Tablettenbeschichtungsmaschine wie Pfannenantrieb, Sprühzufuhr, Luftstromsteuerung und Temperaturüberwachung sicherzustellen.

Tablettenbeschichtungsfehler sollten über den Kern, die Tablettenbeschichtungsformulierung, die Sprüh- und Trocknungsbedingungen sowie die Maschineneinstellung untersucht werden. Anhaften, Zwillingsbildung, Orangenhaut, Rissbildung, Abblättern und Farbabweichungen mögen unterschiedlich aussehen, können jedoch teilweise auf dieselbe Unwucht zwischen Benetzung, Verdampfung, Haftung und Tablettenbewegung zurückzuführen sein.
Eine praktische Untersuchung beginnt mit dem sichtbaren Defekt, prüft die wahrscheinlichste Ursache und verändert jeweils nur eine Hauptvariable. Eine stabile Qualität beschichteter Tabletten hängt von beschichtungsbereiten Kernen, einer geeigneten Formulierung, kontrollierten Parametern und einer Tablettenbeschichtungsmaschine ab, die reproduzierbares Sprühen, Luftstrom und Tablettenbewegung gewährleistet.
Häufige Defekte sind Haften, Abziehen, Zusammenkleben (Twinning), Orangenhaut, Sprühtrocknung, Logoausfüllung, Brückenbildung, Fleckenbildung, Blasenbildung, Risse, Abblättern sowie Kanten- oder Oberflächenabtragung.
Häufige Ursachen sind übermäßige Sprührate, niedrige Produkttemperatur, unzureichender Luftstrom, schlechte Absaugung oder eine Formulierung, die zu lange klebrig bleibt.
Orangenhaut entsteht normalerweise durch schlechtes Tropfenverhalten. Hohe Viskosität, schwache Zerstäubung, große Tropfen, große Pistolenabstände oder schnelles Trocknen der Oberfläche können die raue Textur verursachen.
Überprüfen Sie Tablettenform, Überbefeuchtung, Pfannengeschwindigkeit, Chargenbeladung und Prallblech-Design. Ovale oder kapselförmige Tabletten benötigen möglicherweise ein Bewegungsmuster, das die flachen Oberflächen effektiver trennt.
Sticking bedeutet, dass Tabletten aneinander oder an Geräten haften. Picking tritt auf, wenn sie sich trennen und dabei einen Teil des nassen Tablettenüberzugs oder der Tablettenoberfläche abziehen.
Ja. Schwache, brüchige oder belastete Kerne können abplatzen, erodieren, reißen oder abblättern. Prüfen Sie die Härte zusammen mit Brüchigkeit, Kantentragfähigkeit, Feuchtigkeit und Konsistenz der Tablettenpressung.
Beginnen Sie mit Produkttemperatur, Sprührate, Zerstäubung, Luftstrom, Pfannengeschwindigkeit und Pistolenposition. Ändern Sie jeweils nur eine wichtige Variable und dokumentieren Sie das Ergebnis.
Nein. Die Ausrüstung verbessert Sprühkontrolle, Luftstrom, Mischung und Wiederholbarkeit, aber Defekte können auch durch Kerndesign, Formulierung, Feuchtigkeit, Schmiermittelgehalt oder Eigenschaften der Beschichtungsflüssigkeit entstehen.
1. Zaid, A. N. et al. Eine umfassende Übersicht zur pharmazeutischen Filmbeschichtung von Tabletten. National Library of Medicine — PMC Open Sourcehttps://pmc.ncbi.nlm.nih.gov/articles/PMC7605601/
2. Porter, S. C. Wie man Probleme bei der Tablettenbeschichtung verhindert. Pharmaceutical Technology. Artikel lesen Open Sourcehttps://www.pharmtech.com/view/how-prevent-tablet-coating-problems

Email : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt