












 Zuhause
Zuhause Produkte
Produkte







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

In der pharmazeutischen, lebensmittelverarbeitenden und täglichen Chemieverpackungsproduktion gehören Falten beim Heißversiegeln von Blisterverpackungen zu den häufigsten und zugleich problematischsten Qualitätsproblemen. Viele Hersteller leiden unter ungleichmäßigen Versiegelungsflächen, schrägen Knicken und unregelmäßigen Falten während der Hochvolumenproduktion vonBlisterverpackung. Diese subtilen, aber problematischen Falten beeinträchtigen nicht nur die ästhetische Erscheinung der Endprodukte, sondern führen auch zu einer Reihe praktischer Produktionsverluste. Noch schlimmer ist, dass unzureichende Versiegelungsqualität industrielle Standardprüfungen nicht bestehen kann, die Produktkonformität beeinträchtigt und langfristig die Markenreputation schädigt.
Die meisten konventionellenAlu-PVC-Blisterverpackungsmaschinenkönnen das Faltenproblem nicht grundlegend lösen. Ihre instabile mechanische Leistung und ihr veraltetes Strukturdesign machen die Produktion stark abhängig von der manuellen Feinjustierung und Betriebserfahrung erfahrener Mitarbeiter. Die Produktionsqualität schwankt stark, und es ist schwierig, langfristig kontinuierlich gleichbleibende, faltenfreie Versiegelungsergebnisse zu erzielen.
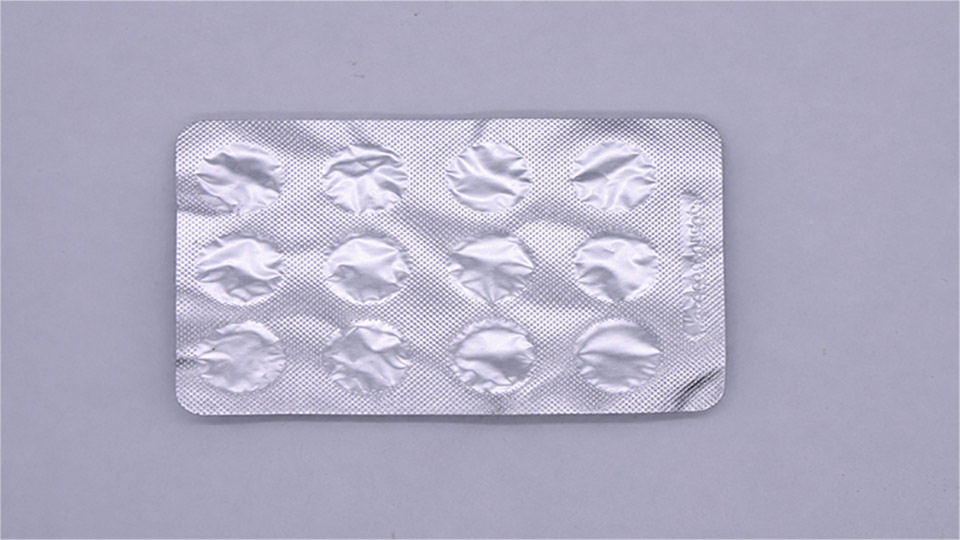 Aluminiumfolienfalten
Aluminiumfolienfalten
Um Falten grundlegend zu beseitigen, ist es entscheidend zu verstehen, warum sie während des Heißsiegelprozesses entstehen. Die Hauptgründe lassen sich wie folgt zusammenfassen:
TraditionelleTabletten-Blisterverpackungsmaschinenverwenden Einpunkt-Heizungen oder einfache Plattenheizstrukturen ohne präzise zonenbasierte Temperaturkalibrierung. Bei kontinuierlicher Hochgeschwindigkeitsproduktion kommt es zu deutlichen Temperaturschwankungen der Versiegelungsplatte, lokalen Überhitzungen oder unzureichender Erwärmung. Unterschiedliche Verpackungsmaterialien wie medizinische Aluminiumfolie, starres PVC und PVDC-Barrierefolien weisen unterschiedliche Wärmeausdehnungskoeffizienten auf. Eine ungleichmäßige Wärmeverteilung führt zu unterschiedlichen Schmelz- und Erweichungsgraden im Versiegelungsbereich. Überhitzte Bereiche verursachen übermäßige Materialschrumpfung, während unterheizte Bereiche keine gleichmäßige Verbindung erreichen, was letztlich zu unregelmäßigen thermischen Falten und welligen Versiegelungskanten führt.
Traditionelle Blister-Versiegelungsstationen erreichen nur schwer einen gleichmäßigen und ausgewogenen Druck über die gesamte Versiegelungsfläche. Ungleichmäßige Presskräfte führen während des Heißsiegelns zu lokaler Überextrusion und unzureichender Laminierung. Instabile mechanische Druckverhältnisse verursachen direkt Quetschfalten, eine unklare Versiegelungsstruktur und irreversible Druckfalten, die auch durch wiederholte manuelle Justierung nicht vollständig beseitigt werden können.
2.3 Unfixierte Aluminiumfolien-Spannung durch variierenden Rollendurchmesser
Aluminiumfolie besitzt eine hohe Dichte und ein hohes Eigengewicht, wodurch ihre Abwickelspannung stark empfindlich auf Änderungen des Rollendurchmessers reagiert. Während der kontinuierlichen Produktion verringert sich der Durchmesser der Aluminiumfolienrolle, was zu ständigen Veränderungen von Abwickelgewicht und Zugwiderstand führt. Traditionelle feste Spannsysteme können keine adaptive Spannungskompensation leisten. Die nicht übereinstimmende Zugkraft führt zu wechselnden straffen und lockeren Zuführbedingungen, ungleichmäßiger Oberflächenspannung, Abweichungen der Aluminiumfolie, Lockerungsverformungen und Querrissen – die hartnäckigsten Qualitätsfehler in der Aluminium-Kunststoff-Versiegelungsproduktion.
PVC weist vor und nach dem Erhitzen unterschiedliche Schrumpf- und Zugfestigkeitswerte auf, eine natürliche Materialeigenschaft, die herkömmliche Blisterverpackungsmaschinen nicht berücksichtigen können. Ausgestattet lediglich mit einfachen Motoren ohne elektronische Induktionskorrektur und segmentierte Servozugsysteme, kann die konventionelle Blisterverpackungsmaschine die Spannungsanforderungen von kaltem und erhitztem PVC nicht unterscheiden. Instabile vertikale Förderung und unausgeglichene Pendelspannung führen zu lockerer Zuführung, Links-Rechts-Abweichung und Materialzittern. Das versetzte und lockere PVC wird nach dem Heißpressen in deformierter Form fixiert, wodurch schräge Falten, Kantenabsenkungen und ungleichmäßige Formfehler entstehen.
Entsprechend den vier Hauptursachen von Falten setzt die RQ-DPH-270MAX-Rollenplatten-Blistermaschine vier professionelle und ausgereifte technische Optimierungen ein, um eine faltenfreie Heißversiegelung zu erreichen.
Ausgestattet mit einem fortschrittlichen PID-Temperaturregelalgorithmus nutzt unsere Heizstation eine mehrzonige lineare Heizstruktur, um eine präzise, stabile und energieeffiziente Heizleistung zu gewährleisten. Im Gegensatz zu herkömmlicher Punktheizung mit starken Temperaturschwankungen sorgt die mehrsegmentige lineare Heizstruktur für eine gleichmäßige Wärmeverteilung über die gesamte Versiegelungsplatte und bietet schnelle Reaktion sowie hohe thermische Effizienz bei gleichzeitig reduziertem Energieverbrauch.
Die Heizplatte verfügt über eine einstellbare modulare Struktur, die flexibel an Formen unterschiedlicher Größen und Spezifikationen angepasst werden kann und eine hohe Produktionskompatibilität ermöglicht. Darüber hinaus ist die Heizfläche mit einer hochwertigenTeflon-Flachbeschichtung versehen, die die Wärmeleitfähigkeit erheblich verbessert, ein gleichmäßiges Erweichen und Schmelzen des Materials gewährleistet und thermische Verformungen sowie wellige Versiegelungskanten durch lokale Überhitzung oder ungleichmäßige Erwärmung vollständig vermeidet.
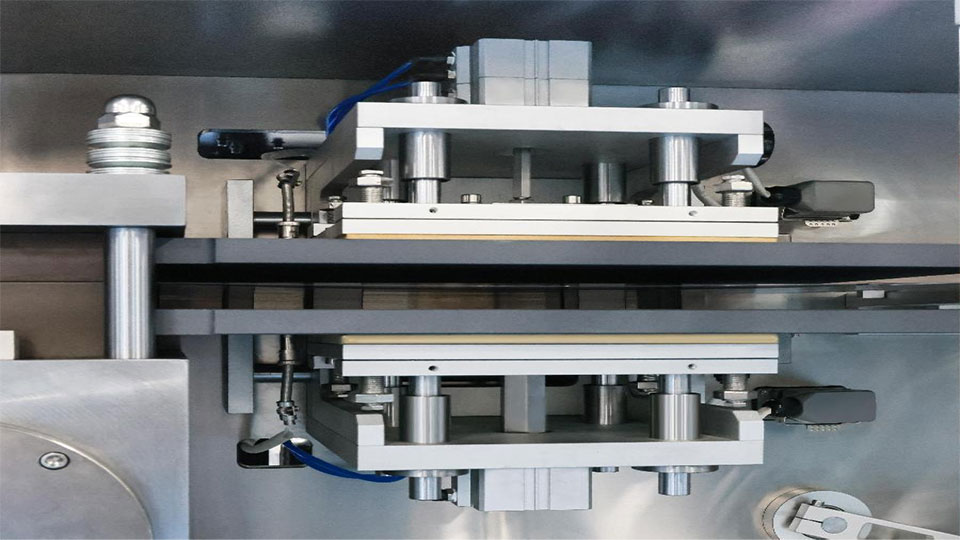
PID-Heizsystem
Im Gegensatz zu herkömmlichen Tabletten-Blisterverpackungsmaschinen, die eine umständliche manuelle Einstellung über Schrauben und Muttern zur Druckkalibrierung verwenden, nutzt unsere Blisterverpackungsmaschine ein automatisches Zylinder-Druckregelsystem für die Heißsiegelstation. Der Zylinder übernimmt die präzise Druckanpassung automatisch – einfach, schnell und hocheffizient. Dadurch werden inkonsistente Drücke und menschliche Fehler vermieden. Der ausgewogene und stabile Versiegelungsdruck sorgt für klare und saubere Strukturen ohne Verformungen oder Falten und löst vollständig druckbedingte Faltenprobleme in der kontinuierlichen Produktion.
Aufgrund der hohen Dichte und des hohen Gewichts der Aluminiumfolie verändern sich Abwickeldruck und Spannung während der Produktion stark mit dem verbleibenden Rollendurchmesser. Die wechselnde Rollengröße führt zu instabiler Zugkraft und damit leicht zu Spannungsabweichungen und dauerhaften Falten. Um dieses Branchenproblem zu lösen, verwendet die RQ-DPH-270MAX-Blisterversiegelungsmaschine ein fortschrittliches Zylindersystem zur kontinuierlich variablen und adaptiven Spannungserzeugung. Das System kompensiert automatisch Spannungsunterschiede durch unterschiedliche Rollendurchmesser und hält unter allen Bedingungen einen konstanten und ausgeglichenen Arbeitsdruck aufrecht. Dadurch wird eine intelligente automatische Spannungsregelung erreicht, die Lockerungen, Spannungsabweichungen und thermische Verformungen vollständig eliminiert und eine faltenfreie, stabile Zuführung der Aluminiumfolie gewährleistet.
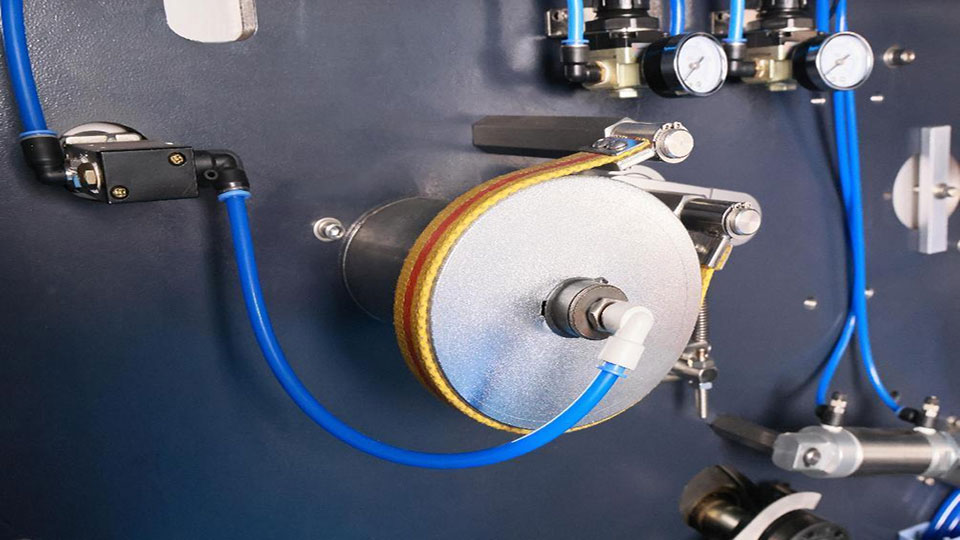
Konstantes Spannungsregelsystem für die Aluminiumfolienstation
PVC-Material weist vor und nach dem Erhitzen unterschiedliche Schrumpf- und Zugfestigkeiten auf, was die Hauptursache für Zuführabweichungen und Falten in herkömmlichen Blistermaschinen ist. Zur Lösung dieses strukturellen Mangels ist unsere Hochgeschwindigkeits-Blisterverpackungsmaschine mit einem professionellen elektronischen Induktionssystem zur automatischen Zuführung und Abweichungskorrektur ausgestattet. Für unbeheiztes PVC sorgt der Zuführmotor für eine stabile Leistung, während ein kontinuierliches Spannungs-Pendel mit Gegengewicht eine vertikale Förderung bei 90℃ ermöglicht.
Diese Struktur gewährleistet eine konstante und ausgeglichene Spannung für Roh-PVC und hält das Material flach, wodurch Lockerungen und Versatzfalten vor dem Erhitzen vermieden werden. Für erhitztes PVC mit veränderten Schrumpf- und Zähigkeitseigenschaften werden hochpräzise Servomotoren für synchronen Transport und Vorschub eingesetzt. Dadurch wird ein stabiler, schneller und präziser Materialtransport und eine gleichmäßige Formgebung erreicht, wodurch Falten, Abweichungen und ungleichmäßige Formungen effektiv verhindert werden.
Die technischen Optimierungen dieser automatischen Blisterverpackungsmaschine bringen direkte und erhebliche wirtschaftliche Vorteile für Verpackungsbetriebe und helfen Ihnen, die Produktionsqualität zu steigern und Gesamtkosten zu senken.
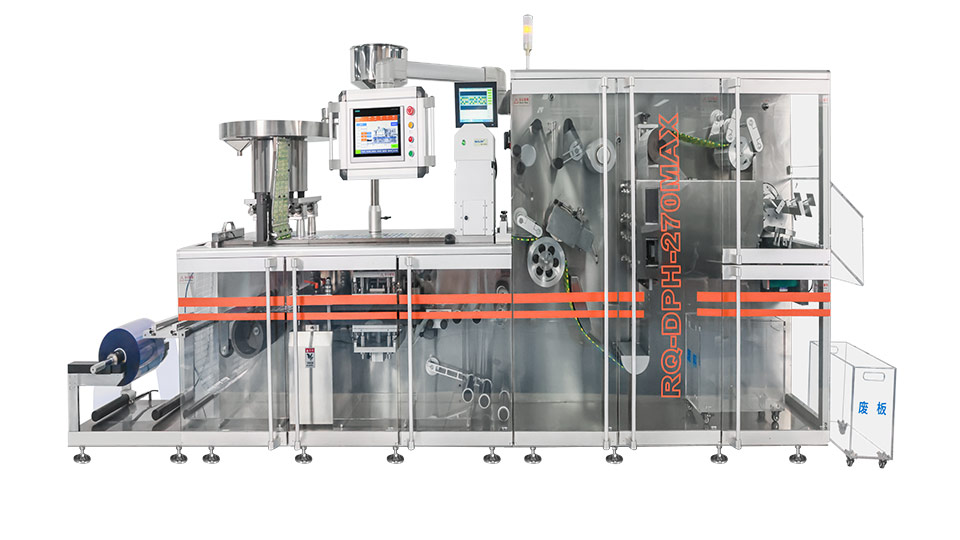 RQ-DPH-270MAX-Rollenplatten-Blistermaschine
RQ-DPH-270MAX-Rollenplatten-Blistermaschine
Unterstützt durch vier Kerntechnologien – präzise PID-Konstanttemperaturheizung, automatische Zylinderdruckstabilisierung, exakte PVC-Abweichungskorrektur und hocheffiziente Entlüftung – erreicht diese Alu-PVC-Blisterverpackungsmaschine eine vollständig glatte Versiegelung ohne Blasen, Falten oder konkav-konvexe Verformungen. Die fertigen Blisterpackungen weisen gleichmäßige Versiegelungskanten und klare Strukturen auf, erfüllen vollständig GMP-Medizinstandards sowie hochwertige Anforderungen der Lebensmittel- und Daily-Chemical-Verpackung und strenge internationale Markenanforderungen. Dies verbessert Produktqualität und Markenwert erheblich.
Sie beseitigt vollständig typische Fehler herkömmlicher Blistermaschinen wie thermische Falten, schlechte Versiegelung und Materialausschuss, wodurch die Ausschussrate und der Materialverlust stark reduziert werden. Durch automatische Druckregelung, intelligente Zuführkorrektur und energiesparende Heizsteuerung entfällt die Abhängigkeit von erfahrenen Technikern für wiederholte manuelle Einstellungen und Nacharbeit, wodurch Arbeits-, Wartungs- und Produktionskosten deutlich sinken.
Die Kapsel-Blisterverpackungsmaschine unterstützt denlangfristigen unterbrechungsfreien Hochgeschwindigkeitsbetrieb mit vollständig intelligenter Steuerung von Temperatur, Druck, Spannung und Entlüftung. Sie vermeidet Produktionsstopps, Nacharbeit und Stillstände durch instabile Versiegelungsqualität. Bei gleichzeitig 100 % faltenfreier Hochqualitätsversiegelung gewährleistet sie eine kontinuierliche, effiziente Produktion und erhöht sowohl Produktionsgeschwindigkeit als auch Ausschussquote erheblich.
Ausgestattet mit modularer Heizstruktur, segmentiertem Servoantrieb und selbstadaptivem Drucksystem ist die pharmazeutische Blistermaschine kompatibel mit verschiedenen Verpackungsmaterialien wie PVC, PET und Aluminiumfolie und passt sich unterschiedlichen Materialstärken, Spezifikationen und Schrumpfverhalten an. Sie wird häufig für die Blisterverpackung von Tabletten, Kapseln und chemischen Produkten eingesetzt. Durch flexible und schnelle Parameterwechsel erfüllt sie die vielfältigen Anforderungen moderner Verpackungsbetriebe.
 Kapsel-Tabletten-Softgel-Blisterverpackung
Kapsel-Tabletten-Softgel-Blisterverpackung
Falten beim Versiegeln sind kein unvermeidbares Branchenproblem mehr. Die meisten Blisterfalten entstehen durch veraltetes Gerätdesign und nicht durch fehlerhafte Bedienung. Durch die Optimierung von Temperaturregelung, Druckausgleich, Spannungsstabilität und Luftabsaugung löst unsere professionelle Aluminium-Kunststoff-Blistermaschine das zentrale Problem der Heißsiegel-Falten vollständig und ermöglicht eine standardisierte, stabile und hochwertige automatisierte Produktion.
Wenn Sie Probleme mit Blisterversiegelungsfalten, hohen Ausschussraten oder instabiler Produktionsqualität haben, kontaktieren Sie uns gerne für kostenlose Musterprüfungen, Parameteranpassungen und Werksbesichtigungen. Wir bieten Ihnen maßgeschneiderte Komplettlösungen für die Blisterverpackung.

Email : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt