












 Zuhause
Zuhause Produkte
Produkte







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

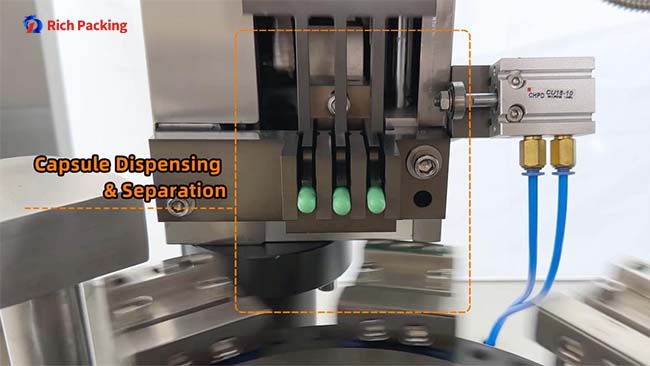
In der pharmazeutischen und nutrazeutischen Herstellung muss die Kapselbefüllung eine reproduzierbare Dosierung und zuverlässige Verschlussqualität bei hohem Produktionsdurchsatz gewährleisten. Vollautomatisch Hartkapsel-Abfüllmaschinen Dies wird erreicht, indem eine feste Stationssequenz ausgeführt wird – Ausrichtung, Kappen-/Körpertrennung, Dosierung, Schließung und Entladung – die durch die Turmsteuerung und die Steuerlogik synchronisiert wird.
Dieser Leitfaden erklärt das Funktionsprinzip der Kapselfüllmaschine auf Stationsebene, sodass Sie sehen können, was jedes Modul steuert, welche Bedingungen den Zyklus destabilisieren und welche Prüfungen (Gewichtstrend, Verschlusskonsistenz, Ausschussmuster) anzeigen, dass der Lauf unter Kontrolle ist.

Ein vollautomatischer Zyklus wiederholt dieselben Operationen in derselben Reihenfolge:
1. Kapseln ausrichten
2. Kappe und Korpus trennen.
3. Dosis abmessen und übertragen
4. Schließen und verriegeln.
5. Entladen und Abweisen
„Stabile Leistung“ sollte bedeuten, dass der Stationszyklus über die Zeit konstant bleibt – nicht nur, dass die Maschine eine bestimmte Höchstgeschwindigkeit erreicht.
Manuelle Systeme eignen sich für Versuche und kleine Chargen; die Steuerung erfolgt weitgehend durch den Bediener. Halbautomatische Maschinen automatisieren Teile des Produktionsablaufs, bleiben aber unterbrochen und sind weniger vergleichbar mit einer kontinuierlichen Stationssteuerung. Dieser Artikel setzt Folgendes voraus: vollautomatische Kapselfüllmaschinen : Turmbasierte, kontinuierliche Zyklen, integrierte Sensorik und Auswurflogik.
● Korrektur: Kapseln für die korrekte Eingabe ausrichten.
● Kappen-/Gehäusetrennung: Trennung mittels Vakuum-/Luftsteuerung und mechanischer Führung.
● Dosierscheibe + Verdichtungsstifte: Bildet vor der Überführung ein gepacktes, reproduzierbares Dosiervolumen.
● Dosierer: Verwendet ein Dosierrohr/eine Dosierdüse zum Aufnehmen und Übertragen einer Pulverladung.
● Verriegelungssicherheit: Gleichmäßigkeit des Eingriffs zwischen Kappe und Gehäuse nach dem Schließen.
● IPC: In-Prozess-Prüfungen (Gewichtung, Abschluss, Ablehnungen) während des Laufs.
Eine vollautomatische Kapselfüllanlage arbeitet mit zwei parallelen Prozessen: dem Kapselstrom und dem Pulverstrom (Füllung). Abweichungen der Ergebnisse sind typischerweise auf Probleme mit dem Trennzeitpunkt, der Dosierstabilität oder der Schließausrichtung zurückzuführen – oft bedingt durch den Zustand der Kapseln oder das Verhalten des Pulvers.

Zuführen/Richtigstellen → Trennen → Schließen → Auswerfen/Ablehnen
● Die Rektifikation beeinflusst die Gleichmäßigkeit der Schalen im Trenn- und Dosierprozess.
● Die Trennung beruht auf mechanischer Unterstützung sowie Vakuum-/Luftsteuerung; partielle Risse und Schalenspannungen treten oft später als Schließfehler wieder auf.
● Ein einwandfreier Verschluss hängt von der korrekten Ausrichtung und Sauberkeit ab. Pulverablagerungen an der Kontaktstelle zwischen Kappe und Korpus sind eine häufige Ursache für lockeren Verschluss und Auslaufen.
● Das Verhältnis von Abfuhr zu Abfluss sollte im Laufe der Zeit ein stabiles Muster aufweisen; eine steigende Abfuhrrate deutet in der Regel auf eine Ansammlung oder eine Abdrift stromaufwärts hin.
Zustand → Zähler → Transfer
Pulver kann Brücken bilden, sich belüftet, entmischen, statische Aufladung annehmen und seine Schüttdichte mit der Luftfeuchtigkeit verändern. Die Dosierstation setzt dieses Verhalten mithilfe einer von zwei gängigen Bauweisen in eine reproduzierbare Dosierung um:
● Dosierscheibe + Verdichtungsstifte : Pulver zu wiederholbaren Stopfen („Slugs“) in Dosierbohrungen verdichten und anschließend ein abgemessenes Volumen übertragen.
● Dosator : Aufnehmen und Übertragen einer Pulverladung über ein Dosierrohr/eine Dosierdüse.
1. Trennungszeitpunkt : Vakuumniveau, Luftsteuerung, mechanische Ausrichtung.
2. Messstabilität : Konsistenz des Pulverbettes, Stampftiefe oder Dosierereinstellungen, Geschwindigkeitsbereich.
3. Schließung Ausrichtung/Kraft : Führungen, Sauberkeit, Zustand der Hülle, Schließgeometrie.
Die Anordnung der Komponenten variiert je nach Hersteller, die Funktionsabfolge ist jedoch gleich. Konzentrieren Sie sich an jeder Station auf drei Fragen: Was soll die Station leisten, welche Faktoren beeinflussen dies und wie sieht ein Fehler aus?
Kontrollfaktoren: Trichterfluss, Führungsgeometrie, Kapselgrößenkonstanz, Sauberkeit.
Typische Symptome: Fehlzuführungen, Schleifgeräusche, zeitweise Verstopfungen.
Schnelle Kontrollen: gleichmäßiger Durchfluss (keine Spritzer); Führungen auf Verschleiß und Pulverablagerungen prüfen.
Steuerung: Vakuumniveau, Luftzeitpunkt, Trenntiefe, Turmdrehzahl, Gehäusezustand.
Typische Symptome: teilweise Trennung, rissige Schalen, Deckel nicht vollständig abgehoben.
Schnelle Überprüfungen: Saubere Aufteilungen bei niedriger Geschwindigkeit prüfen, dann die Geschwindigkeit erhöhen und dabei Gehäuseschäden und Ausschuss beobachten.
Bedienelemente
: mechanische Ausrichtung, Haltestabilität, Rückstandskontrolle.
Typische Symptome
Körperhebung/Wackeln, ungleichmäßiger Eintritt, Puder „aufblasen“.
Schnellprüfungen
: Sicherstellen, dass die Körper gleichmäßig sitzen und sich unter Vibrationen nicht verschieben.
Steuerung: Pulverbetthöhe, Stampftiefe, Reinheit des Abstreifers/Übertragers, Revolverdrehzahl.
Typische Symptome: Gewichtsverlagerung, Unterfüllung, Überbrückung, allmählicher Aufbau.
Schnelle Überprüfungen: Zuerst das Pulverbett stabilisieren, dann die Stampftiefe anpassen und anschließend bei der Zielgeschwindigkeit überprüfen.
Steuerung: Fülltiefe, Zeitsteuerung, Pulveraufbereitung, Düsenreinigung.
Typische Symptome: Ungleichmäßige Ladungsverteilung, Verschmieren/Ablagerungen.
Schnelle Kontrollen: Gewichtskontrollen in kurzen Abständen; Überprüfung der Transferflächen auf frühe Rückstände.
Steuerung: Führungsausrichtung, Schließkraft, Stationsreinigung, Gehäusekonditionierung.
Typische Symptome: Schließt nicht, lockerer Verschluss, Verformung, Undichtigkeit nach dem Schließen.
Schnelle Kontrollen: Überprüfung der Verschlüsse in regelmäßigen Abständen; bei Auftreten von Mängeln erneute Überprüfung der Trennung und der Grenzflächenverunreinigung.

Steuerung: Ablehnungsschwellen, Sensorstabilität, Entladungsbehandlung.
Typische Symptome: Falsche Ausschussware, übersehene Fehler, Abriebspuren beim Auswerfen, Ausschuss, der mit der Zeit zunimmt.
Schnellprüfungen: Trendanalyse der Ausschussmuster; Bestätigung, dass die Entladehandhabung die einwandfreien Kapseln nicht beschädigt.
|
Station |
Hauptfunktion |
Schlüsselvariablen |
Typische Symptome |
Schnelle Überprüfung |
|
Fütterung/Gleichrichtung |
Orient-Kapseln in den Geschützturm |
Strömungsstabilität, Verschleiß der Führungen, Sauberkeit |
Fehlzuführungen, Schleifgeräusche, Papierstaus |
Gleichmäßige Strömung beobachten; Führungen prüfen |
|
Trennung |
Kappe und Korpus geteilt |
Vakuum-/Luft-Timing, Geschwindigkeit, Ausrichtung |
Teilspaltung, Risse |
Visuelle Split-Prüfung bei niedriger Geschwindigkeit |
|
Körperhaltung |
Körper für die Dosierung stabilisieren |
Sitz, Ausrichtung, Rückstände |
Heben/Wackeln, ungleichmäßiger Einlauf |
Achten Sie auf die Sitzplatzkonsistenz. |
|
Dosierung (Scheibe/Stampfen) |
Meter verpacktes Volumen |
Betthöhe, Stampftiefe, Abstreifer |
Gewichtsdrift, Unterfüllung |
Trendgewichte; eine Variable ändern |
|
Dosierung (Dosierer) |
Aufladung des Zählers über Düse |
Tiefe, Timing, Konditionierung |
Gebühreninkonsistenz |
Gewichte in kurzen Intervallen + Sauberkeit |
|
Schließen |
Schlosskapsel |
Führungen, Kraft, Kontamination |
Lässt sich nicht schließen, Schloss locker |
Abschlussprüfungen im Intervall |
|
Entladung/Ablehnung |
Mängel beseitigen, Produkt übertragen |
Schwellenwerte, Umgang |
Falsche Ablehnungen, Abrieb |
Ablehnungstendenz + Entladungsprüfung |
Die Füllgewichtskontrolle ist der Punkt, an dem Rotationskapselfüllmaschine Das Funktionsprinzip wird messbar: stabile Pulverkonditionierung, wiederholbare Dosierung und sauberer Transfer. Die meisten Systeme dosieren ein wiederholbares Volumen/eine wiederholbare Ladung; das Endgewicht ändert sich, wenn sich die Schüttdichte oder die Transferleistung ändert.
● Instabilität des Pulverbettes: ungleichmäßige Nachlieferung, Brückenbildung.
● Schüttdichteabweichung: Belüftung/Vibration/Luftfeuchtigkeit beeinflussen das Packverhalten von Pulver.
● Trennung: Mischungen trennen sich, was die Variation (und das Risiko der Inhaltsuniformität) erhöht.
● Statische Aufladung und Adhäsion: Das Pulver haftet an Dosier-/Übertragungsflächen und verursacht so eine langsame Drift.
Bei Scheiben-/Stampfkonstruktionen verbessert sich die Wiederholgenauigkeit in der Regel am schnellsten in dieser Reihenfolge:
1. Pulverbetthöhe/Konsistenz
2. Stampftiefe (in kleinen Schritten, jeweils nur eine Variable)
3. Sauberkeit des Transfermaterials (Schaber/Kontaktflächen)
4. Validierung des Geschwindigkeitsfensters (Rampe nach Stabilisierung der Gewichte)
Ein Dosierer kann für bestimmte Pulver und Betriebsbereiche gute Ergebnisse liefern, seine Leistung hängt jedoch weiterhin von der Pulverbeschaffenheit und einem sauberen Transfer ab. Bei Abweichungen sollten Sie zunächst das Pulververhalten und eventuelle Rückstände überprüfen und anschließend die Dosiererparameter anpassen.
● Gewichtstrend (Verschiebung vs. stabiles Band)
● Anlaufphase vs. stationärer Zustand (erste 10–20 Minuten)
● Integritätsprüfungen für Sperren
● Stabilität im Laufe der Zeit ablehnen
Legen Sie Probenahmeintervalle fest, dokumentieren Sie die Ergebnisse und sorgen Sie für Nachvollziehbarkeit von Anpassungen. Ein einfacher Rhythmus – zu Beginn häufiger, dann konstant – verhindert die meisten unerwarteten Probleme im weiteren Verlauf der Charge.
Höhere Geschwindigkeiten verkürzen die Verweilzeit, wodurch kleine Instabilitäten schneller als Ausschuss und Gewichtsschwankungen sichtbar werden. In der Praxis sollte sich die Qualifizierung auf einen stabilen Geschwindigkeitsbereich konzentrieren – die höchste Geschwindigkeit, die über die Zeit hinweg noch eine gleichbleibende Gewichtsverteilung und Verschlussgenauigkeit gewährleistet.
● Die Trennkonsistenz nimmt ab (Teilspaltungen und Schalenspannung nehmen zu).
● Die Pulverbettauffüllung wird weniger stabil (die Schwankungen nehmen zu).
● Beim Schließen werden Ausrichtungs- und Kontaminationsfehler weniger toleriert.
Wenn beim Erhöhen der Geschwindigkeit Sprünge abgelehnt werden, verlangsamen Sie die Geschwindigkeit wieder und überprüfen Sie, welcher Kontrollbereich zuerst abbricht (Trennung, Dosierung oder Schließung).
Der größte Teil des Staubs/Lecks entsteht durch Dosierverluste und Pulververunreinigungen an der Kontaktstelle zwischen Kappe und Korpus. Folgende Maßnahmen helfen üblicherweise:
● Dosier-/Übertragungsflächen sauber halten (allmähliche Ablagerungen vermeiden)
● Überprüfen Sie die Sauberkeit der Schließstation und die Ausrichtung der Führungsschiene.
● Vermeiden Sie Überfüllung, da diese ein sauberes Verschließen verhindert.
● Bei Bedarf die Kapseln für die Weiterverarbeitung oder das Erscheinungsbild polieren/entstauben.

Hartkapselhüllen reagieren empfindlich auf Umwelteinflüsse:
● zu trocken → spröde Schalen, Rissgefahr
●
zu hohe Luftfeuchtigkeit → weiche Schalen, Verformungs-/Lockerungsrisiko
Eine stabile Konditionierung nahe der Linie verbessert die Verriegelungsintegrität oft mehr als aggressive mechanische Änderungen.
Dieser Abschnitt ist eine praktische Ebene für erstmalige Leitungsinstallationen: minimale Disziplin plus schnelle Fehlerisolierung.
1. Leitungsfreigabe
2. Chargenprotokoll: Schlüsseleinstellungen + IPC-Ergebnisse + Anpassungen
3. Reinigungsverfahren + Checkliste für den Produktwechsel
4. Maßnahmen zur Vermeidung von Kreuzkontaminationen (Staubmanagement)
5. Kalibrierungsaufzeichnungen für IPC-Werkzeuge (Waagen, Messgeräte, falls vorhanden)
6. Sicherheitsgrundlagen (Schutzvorrichtungen/Verriegelungen/Not-Aus-Schalter)
7. Auslöser und Dokumentation für die Behandlung von Abweichungen
8. Schulungsnachweise für Bediener/Instandhaltung
● stabiler Betrieb in einem vereinbarten Geschwindigkeitsfenster
● IPC-Plan + Nachweise zum Gewichtstrend
● Abschlussprüfungen und Vorgehensweise bei der Fehlerbehandlung
● Ablehnung der Konsistenz im Laufe der Zeit
● realistischer Reinigungszugang/-zeit
● Liste der Verschleißteile/Ersatzteile + Lieferzeiten
|
Symptom |
Wahrscheinlicher Bahnhof/Modul |
Typische Ursache |
Jetzt reparieren |
Verhindern Sie die nächste Charge |
|
Gewichtsschwankungen nehmen zu |
Dosierung / Pulverzustand |
Bettinstabilität, Dichteverschiebung, Rückstände |
Bett stabilisieren; Transfer reinigen; Stampftiefe anpassen |
Feuchtigkeitskontrolle; Konditionierungsroutine; engere IPC zu Beginn |
|
Unterfüllt/leer |
Trennung oder Transfer |
Teilweise Trennung, Körper nicht sitzend, Überbrückung |
Aufteilung prüfen; Timing korrigieren; Brücken beseitigen |
Validierung bei niedriger Geschwindigkeit; Kapselqualitätsprüfungen |
|
Schließt nicht / Schloss locker |
Schließung + Upstream |
Fehlausrichtung, Verunreinigung, Gehäusezustand |
Reinigen; Führungen prüfen; Schließkraft einstellen |
Gehäuseaufbereitung; Reinigungsrhythmus; Überprüfung der Korrektur |
|
Leckage nach dem Schließen |
Abschlussintegrität |
lockerer Verschluss, Überfüllung, Verunreinigung |
Verriegelung bestätigen; Überfüllung reduzieren; reinigen |
Verbesserung der Sauberkeit beim Transfer; gegebenenfalls Polieren/Entstauben |
|
Risse/Verformungen |
Trennung/Schließung |
Timing zu aggressiv; spröde/weiche Schalen |
Zündung einstellen; Führungen prüfen |
Umweltkontrolle; Wareneingangskontrolle |
|
Störungen / Aussetzer |
Fütterung/Gleichrichtung |
Fehlzuführungen, verschlissene Führungen, Ablagerungen |
reinigen; Verschleißteile ersetzen |
Nachmittagsplan; regelmäßige Kapselversorgung |
|
Abgelehnte steigen im Laufe der Zeit auf |
Dosierung/Abschlussaufbau |
allmähliche Rückstände, Pulverdrift |
Pause/Reinigung; IPC erneut prüfen |
definiertes Reinigungsintervall; Trendausschüsse |
Eine vollautomatische Kapselfüllmaschine arbeitet mit einem stationsgesteuerten Zyklus. Durch die präzise Steuerung von Trennzeitpunkt, Dosierstabilität und Schließausrichtung werden Füllgewicht und Verschlussintegrität vorhersehbar, und die Ausschussrate bleibt konstant. So angewendet, erweist sich das Funktionsprinzip der Kapselfüllmaschine als praktisches Werkzeug zur Anlagenbewertung, zur Festlegung eines Geschwindigkeitsbereichs und zur schnellen Fehlerbehebung.
1. Wie funktioniert eine vollautomatische Kapselfüllmaschine?
Es wiederholt die Schritte Gleichrichtung → Trennung → Dosierung/Übertragung → Schließen/Verriegeln → Entladung/Abwurf.
2. Dosierscheibe/Stampfstifte vs. Dosierer – worin besteht der Unterschied?
Scheiben-/Stampfgeräte dosieren das Füllvolumen; Dosiergeräte dosieren die Ladung über eine Düse. Die beste Wahl hängt vom Pulververhalten und dem benötigten Stabilitätsbereich ab.
3. Warum driftet das Gewicht nach dem Start?
Häufige Ursachen sind Dichteschwankungen und Ablagerungen von Rückständen auf Dosier-/Übertragungsflächen.
4. Warum schließen sich Kapseln nicht richtig?
Meistens sind es Fehlausrichtung, Verunreinigungen an Grenzflächen oder der Zustand der Hülle, die manchmal auf eine mangelhafte Trennung zurückgeführt werden können.
5. Kann eine Maschine sowohl Pulver als auch Pellets verarbeiten?
Häufig ja, bei korrekter Dosierungskonfiguration und Validierung der Transfer-/Verschluss-/Abweisungsleistung.
6. Was sollte ich bei einem FAT priorisieren?
Nachweis der Kontrolle: Gewichtstrend, Verschlusskontrollen, Ausschussstabilität und realistische Reinigungs-/Umstellungsdemonstration.
7. Wie sieht ein praktikabler IPC-Zyklus für Start-ups aus?
In den ersten 10–20 Minuten sollte die Probenahme häufiger erfolgen, danach sollte ein gleichmäßiges Intervall eingestellt werden, sobald sich Gewicht und Ausschuss stabilisiert haben.
FDA – Prozessvalidierung: Allgemeine Grundsätze und Verfahren
https://www.fda.gov/regulatory-information/search-fda-guidance-documents/process-validation-general-principles-and-practices
USP – Ressourcen zur Auflösungsschulung
https://www.usp.org/education/dissolution

Email : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt