












 Zuhause
Zuhause Produkte
Produkte







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Eine Flaschenverschließmaschine wird in vielen Verpackungslinien eingesetzt, unter anderem in der Lebensmittel-, Getränke-, Kosmetik-, Chemie-, Nahrungsergänzungs- und Pharmaindustrie. Ihre Aufgabe ist es, die Verschlüsse so aufzusetzen und festzuziehen, dass die Flaschen sicher zum Verschließen, Etikettieren, Verpacken oder Versenden transportiert werden können.
Dieser Leitfaden konzentriert sich auf eine engere, aber gängige Anwendungsform: Tabletten, Kapseln, Gummibärchen und Nahrungsergänzungsmittel. automatische Zähl- und Abfüllanlagen In diesen Produktionslinien arbeitet die Verschließmaschine üblicherweise nach dem Zählen oder Abfüllen und vor dem Induktionssiegeln, Etikettieren und Verpacken.
Die Qualität der Verschlüsse beeinflusst die Stabilität der Produktionslinie. Ein lockerer Verschluss kann zu Dichtungsproblemen führen. Ein zu fest angezogener Verschluss kann das Flaschengewinde beschädigen oder das Öffnen der Flasche erschweren. Ein instabiler Verschlusszuführer kann die Produktionslinie verlangsamen, selbst wenn die Zähleinheit einwandfrei läuft.
Für Käufer ist der entscheidende Punkt klar: Eine Flaschenverschließmaschine sollte auf die Flasche, den Verschlusstyp, das Ausstoßziel, den Drehmomentbereich und die nachgelagerten Anlagen abgestimmt sein.

Eine Flaschenverschließmaschine ist eine Verpackungsanlage, die Verschlüsse auf Flaschen aufsetzt, festzieht, presst oder sichert. Sie wird eingesetzt, nachdem Tabletten, Kapseln, Gummibärchen, Weichkapseln, Pulver, Flüssigkeiten oder andere Produkte bereits in den Behälter gefüllt wurden.
Bei den hier beschriebenen Abfüllmaschinen für Tabletten, Kapseln, Gummibärchen und Nahrungsergänzungsmittel steht die Maschine nach dem Zählen oder Abfüllen üblicherweise still. Die Flasche fährt in den Verschließbereich, ein Kappenzuführer führt die Kappe in die richtige Richtung zu, und der Verschließkopf setzt sie auf die Flaschenöffnung.
Seine Hauptaufgabe besteht darin, jede Flasche zuverlässig zu verschließen. Damit dies gelingt, müssen mehrere Faktoren konstant bleiben:
● Die Flasche sollte ohne Schütteln oder Kippen in die Verschließstation eingeführt werden.
● Die Kappe muss vor dem Aufsetzen richtig ausgerichtet sein;
● Der Verschließkopf sollte einen geeigneten Druck oder ein geeignetes Drehmoment ausüben.
Bei Flaschen mit Schraubverschluss ist die Drehmomentkontrolle besonders wichtig. Ist der Verschluss zu locker, kann die Flasche spätere Dichtheitsprüfungen nicht bestehen oder beim Transport instabil werden. Ist der Verschluss zu fest angezogen, können das Gewinde oder der Flaschenhals beschädigt werden, und die Flasche lässt sich möglicherweise nur schwer öffnen.
In vielen Abfüllanlagen für Tabletten, Kapseln und Fruchtgummis beeinflusst das Verschließen auch den nachfolgenden Prozess. Wird ein Induktionssiegel-Liner verwendet, fixiert der Verschluss diesen vor dem Induktionssiegeln am Flaschenhals. Eine fehlerhafte Positionierung oder ungleichmäßiges Anziehen des Verschlusses kann die Zuverlässigkeit des Siegelvorgangs beeinträchtigen.
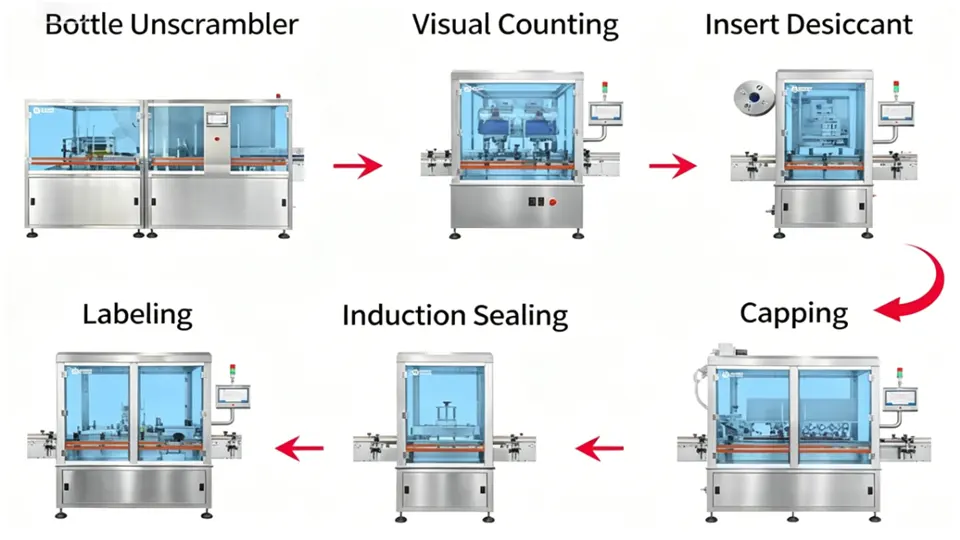
Die Verschließmaschine kann als eigenständiges Gerät eingesetzt werden, ist aber in den meisten Produktionsumgebungen Teil einer Produktionslinie. Eine typische Produktionslinie kann beispielsweise eine Flaschensortieranlage, eine Tablettenzählmaschine oder eine weitere Anlage umfassen. Kapselzählmaschine , Gummibärchen-Zählmaschine , Einbringen des Trockenmittels, Verschließen, Induktionsversiegeln, Etikettieren und Verpacken.
Die Verschließmaschine ist also nicht nur ein Verschlussmechanismus. Sie ist eine der Stationen, die dafür sorgen, dass die Flaschenverpackungslinie vom gezählten Produkt zur versiegelten, etikettierten und fertigen Flasche reibungslos verläuft.
Bei der Verpackung von Tabletten, Kapseln, Gummibärchen und Nahrungsergänzungsmitteln in Flaschen kommt die Verschließmaschine üblicherweise nach dem Zählen oder Abfüllen zum Einsatz. Das Produkt befindet sich nun in der Flasche, und die Produktionslinie muss den Behälter vor dem Versiegeln, Etikettieren oder Kartonieren verschließen.
Eine gängige Flaschenlinie könnte folgendermaßen ablaufen:
Flaschen sortieren → zählen oder befüllen → Trockenmittel oder Watte einlegen → verschließen → induktiv versiegeln → etikettieren → verpacken
Die genaue Anordnung hängt von der Produktform, der Flaschengröße, dem Verschlusstyp und der gewünschten Ausbringungsmenge ab. Tabletten- und Kapselanlagen verwenden häufig eine Zählmaschine vor dem Verschließen. Anlagen für Gummibärchen und Nahrungsergänzungsmittel können je nach Produktform und Fließverhalten Zählen, Wiegen oder ein anderes Abfüllverfahren einsetzen.
Die Verschließstation muss im gleichen Tempo und Rhythmus wie die vorherige Station arbeiten. Füllt der Zähler die Flaschen schneller, als die Verschließmaschine die Verschlüsse zuführen kann, verlangsamt sich die Linie. Werden leichte Flaschen von der Verschließmaschine zu unsanft behandelt, können sie kippen, wackeln oder sich verklemmen.
Auch die nachgelagerten Anlagen spielen eine Rolle. Bei Induktionssiegelanlagen muss der Verschluss die Folienauskleidung in der richtigen Position halten, bevor die Flasche unter dem Siegelkopf hindurchläuft. Wird die Flasche anschließend etikettiert oder verpackt, sollte der Verschluss bereits ausreichend stabil sein, um eine reibungslose Handhabung zu gewährleisten.
Es gibt viele Arten von Verschließmaschinen, aber nur wenige sind üblicherweise für Tabletten-, Kapsel-, Gummibärchen- und Nahrungsergänzungsmittelflaschen relevant.
|
Typ |
Optimale Passform |
Wichtigster zu prüfender Punkt |
|
Schraubverschlussmaschine |
Gängige Plastikflaschen für Tabletten, Kapseln, Gummibärchen und Nahrungsergänzungsmittel |
Drehmomentkontrolle und Gewindepassung der Kappe |
|
Verschließmaschine mit Futter |
Flaschen, die ein kontrolliertes Verschließen erfordern |
Stabile Drehmomentwiederholgenauigkeit |
|
Spindelkappenmaschine |
Kontinuierliche Abfüllanlagen mit höherer Leistung |
Reibungsloses Flaschenhandling bei hoher Geschwindigkeit |
|
Schnappverschlussmaschine |
aufsteckbare Kunststoffkappen |
Presskraft und Kappenpassung |
|
Retorquer |
Leitungen, deren Kappen nachgezogen werden müssen |
Mit der Kappe anpassen und verarbeiten |
Für Flaschen mit Nahrungsergänzungsmitteln und Arzneimitteln ist oft eine Schraubverschlussmaschine am besten geeignet. Sie setzt die Schraubverschlüsse auf und zieht sie bis zu einem voreingestellten Drehmoment fest.
Eine Spannverschlussmaschine greift und verschließt den Verschluss mittels eines Verschließkopfes. Sie eignet sich besonders für Produktionslinien, die ein kontrolliertes Drehmoment erfordern. Eine Spindelverschlussmaschine verwendet rotierende Räder, um die Verschlüsse während des Transports der Flaschen durch die Produktionslinie zu verschließen und ist daher für die kontinuierliche Fertigung geeignet.
Für Pressverschlüsse wird eine Schnappverschlussmaschine verwendet. Sie ist stärker von einem gleichmäßigen Anpressdruck als von einem Drehmoment abhängig. In manchen Produktionslinien kann ein Nachziehschrauber eingesetzt werden, um Verschlüsse nach einem weiteren Verarbeitungsschritt nachzuziehen.
ROPP- und Vakuumverschließmaschinen sind in einigen Flüssigkeits-, Getränke- oder Behälterabfüllungen üblich, stehen hier aber nicht im Mittelpunkt. Für Tabletten-, Kapsel-, Gummibärchen- und Nahrungsergänzungsmittelflaschen werden in der Regel Schraubverschlüsse, ein kontrolliertes Drehmoment und eine reibungslose Integration in die Produktionslinie benötigt.
Ein typischer Verschließzyklus umfasst mehrere Schritte, und jeder einzelne muss während der kontinuierlichen Produktion stabil bleiben.
1. Die Kappen werden in eine Kappenzuführung geladen und in die richtige Richtung bewegt.
2. Die Flaschen gelangen über Führungsschienen, Bänder, Klemmen oder Sternräder in den Verschließbereich.
3. Der Verschluss wird auf die Flaschenöffnung gesetzt.
4. Der Verschließkopf zieht die Kappe fest oder drückt sie fest.
5. Die verschlossene Flasche wird zur Induktionsversiegelung, Etikettierung oder Kartonierung weitergeleitet.
Dieser Vorgang erscheint einfach, doch kleine Fehler können zu wiederholten Unterbrechungen führen. Eine falsche Ausrichtung der Verschlüsse kann dazu führen, dass Verschlüsse fehlen. Eine ungenaue Flaschenkontrolle kann schief sitzende Verschlüsse verursachen. Falsches Festziehen kann das Gewinde beschädigen oder den Verschluss lockern.
Bei leichten Kunststoffflaschen ist besondere Sorgfalt beim Umgang damit geboten. Tabletten, Kapseln, Gummibärchen und Nahrungsergänzungsmittel werden häufig in Kunststoffbehältern verpackt, die beim Transport leicht wackeln oder umkippen können. Ein sicherer Verschließer sollte die Flasche kontrollieren, ohne sie zu quetschen, zu zerkratzen oder den Produktionsablauf unnötig zu verlangsamen.
Bei Flaschen mit Schraubverschluss sollten Käufer besonders darauf achten, wie die Maschine das Drehmoment steuert.
Das Drehmoment bezeichnet die Drehkraft, die zum Festziehen des Verschlusses benötigt wird. Ist das Drehmoment zu gering, kann sich der Verschluss locker anfühlen. Die Flasche kann zwar die Verschließstation passieren, aber später beim Verschließen, Transportieren oder Handhaben Probleme verursachen. Ist das Drehmoment zu hoch, können das Gewinde des Verschlusses oder der Flaschenhals beschädigt werden.
Bei Tabletten, Kapseln und Gummibärchen ist ein gleichmäßiges Anzugsmoment wichtig, da diese Produkte häufig in Kunststoffflaschen mit Schraubverschluss verpackt sind. Flaschenmaterial, Verschlussmaterial, Gewindedesign, Verschlussdichtung und Flaschengröße können den korrekten Anzugsmomentbereich beeinflussen.
Zu den häufig auftretenden Problemen im Zusammenhang mit dem Drehmoment gehören lockere Verschlüsse nach dem Transport, zu fest angezogene Verschlüsse, die sich nur schwer öffnen lassen, beschädigte Flaschengewinde, ungleichmäßige Verschlussdichtungen, instabile Induktionsversiegelung und häufige Ausschussware nach dem Verschließen.
Das Drehmoment sollte während Probeläufen, Umrüstungen und der Produktion überprüft werden. Eine Maschine, die eine Flaschengröße gut verarbeitet, muss möglicherweise nachjustiert werden, wenn sich die Flaschenhöhe, der Verschlussdurchmesser oder die Verschlusskonstruktion ändert.
Eine Flaschenverschließmaschine und eine Kappenversiegelungsmaschine sind zwar verwandt, erfüllen aber unterschiedliche Aufgaben.
|
Ausrüstung |
Hauptfunktion |
Gemeinsame Position in der Reihe |
|
Flaschenverschließmaschine |
Setzt die Kappe auf und zieht sie fest. |
Nach dem Zählen oder Füllen |
|
Kappenverschließmaschine |
Erzeugt oder sichert eine Versiegelung |
Nach dem Verschließen vieler Flaschenleitungen |
|
Bildet eine Folienversiegelung unter dem Deckel |
Nach dem Verschließen, vor dem Etikettieren |
Bei Tabletten-, Kapsel-, Gummibärchen- und Nahrungsergänzungsmittelflaschen verschließt der Verschließer die Flasche üblicherweise zuerst. Bei Flaschen mit Induktionsversiegelung erhitzt die Induktionsversiegelungsmaschine anschließend die Folienschicht und verbindet sie mit der Flaschenöffnung. Der Verschluss fixiert die Versiegelung vor dem Versiegeln.
Bei Verpackungen für rezeptfreie Arzneimittel können manipulationssichere Designs Barrieren oder Indikatoren umfassen, die sichtbare Spuren einer Manipulation aufzeigen. Foliensiegel, Schrumpfbänder und andere Verschlussmerkmale werden häufig eingesetzt, um dieses Ziel zu erreichen.
Der praktische Unterschied ist direkt: Durch das Verschließen mit einem Verschluss wird die Flasche verschlossen; durch das Versiegeln wird die Flaschenöffnung geschützt oder gesichert; durch Etikettierung und Kartonierung wird die Flasche für den Verkauf oder den Versand vorbereitet.
Probleme mit der Kappenkonstruktion sehen oft klein aus, können aber die gesamte Produktionslinie verlangsamen.
Fehlende Kappen Die Ursache liegt meist in Problemen mit der Flaschenzufuhr, der Verschlussausrichtung oder dem Timing. Die Flasche erreicht die Station, aber der Verschluss ist nicht korrekt aufgesetzt.
Schiefe Kappen Dies kann vorkommen, wenn der Verschluss nicht bündig mit der Flaschenöffnung abschließt. Dadurch kann das Gewinde beschädigt werden oder die Flasche bei der Qualitätskontrolle zurückgewiesen werden.
Lose Kappen Häufige Ursachen sind ein zu geringes Drehmoment, Schlupf, eine falsche Verschlussgröße oder eine unsachgemäße Flaschenhandhabung. Ein lockerer Verschluss kann auch den Kontakt der Dichtungsbahn vor der Induktionsversiegelung beeinträchtigen.
Zu fest angezogene Verschlüsse kann den Verschluss beschädigen, den Flaschenhals verformen oder das Öffnen erschweren. Verschlussdesign und Flaschenmaterial beeinflussen dieses Risiko ebenfalls.
Flaschenstaus Dies kann vorkommen, wenn Flaschen zu leicht, zu eng oder schlecht geführt sind. Gummibärchen- und Nahrungsergänzungsmittelflaschen können ebenfalls in ihrer Größe variieren, daher sollten die Einstellungen für einen Wechsel leicht anzupassen sein.
Bei der Verpackung von regulierten Arzneimitteln müssen die Verpackungs- und Etikettierungsbereiche vor der Inbetriebnahme ordnungsgemäß geprüft werden. Schriftliche Verfahrensanweisungen, die Freigabe der Produktionslinie und die Entfernung ungeeigneter Materialien tragen dazu bei, Verpackungsfehler zu reduzieren.
Die richtige Maschine hängt vom Produkt, der Flasche, dem Verschluss, der Liniengeschwindigkeit und dem nachgelagerten Prozess ab. Eine kostengünstige Verschließmaschine, die nicht zur Flaschenlinie passt, kann mehr Ausfallzeiten verursachen, als sie einspart.
Bevor Sie sich für ein Modell entscheiden, sollten Sie diese Punkte gemeinsam prüfen und nicht nur die Geschwindigkeit betrachten:
● Flaschen- und Verschlusssortiment : Flaschenhöhe, Halsgröße, Verschlussdurchmesser, Verschlussart und Anforderungen an den SKU-Wechsel.
● Drehmoment und Kappenzufuhr: wie das Drehmoment eingestellt wird, wie die Kappen ausgerichtet werden und wie fehlende oder falsch zugeführte Kappen erkannt werden.
● Linienintegration : ob die Verschließmaschine reibungslos mit dem Zählen, dem Einbringen des Trockenmittels, dem Induktionssiegeln, dem Etikettieren und dem Verpacken zusammenarbeitet.
Für Hersteller von Tabletten, Kapseln, Gummibärchen und Nahrungsergänzungsmitteln ist ein reibungsloser Produktwechsel ebenfalls wichtig. Eine Produktionslinie kann verschiedene Flaschengrößen oder Verschlussformen verarbeiten. Einfache Anpassungen, leicht zugängliche Ersatzteile und zuverlässiger Service reduzieren die Ausfallzeiten zwischen den Produktionschargen.

Eine Verschließmaschine funktioniert am besten, wenn die gesamte Flaschenabfüllanlage als ein System konzipiert ist.
Bei Tabletten- und Kapselflaschen steht die Zählgenauigkeit an erster Stelle. Ist die Zählmaschine instabil, löst die Verschließanlage das Hauptproblem nicht. Bei Fruchtgummis erfordern Flaschenhandhabung und Produktzuführung besondere Aufmerksamkeit, da Fruchtgummis in Form, Oberflächenbeschaffenheit und Fließverhalten variieren können.
Nach dem Abfüllen oder Zählen kann ein Trockenmittelbeutel, Watte oder ein anderer Einsatz in die Flasche gelangen. Anschließend muss die Flasche vor dem Versiegeln sauber verschlossen werden. Bei induktiver Versiegelung müssen Verschluss und Dichtung perfekt aufeinander abgestimmt sein. Für die Etikettierung und Kartonierung werden dann bereits verschlossene, stabile und handliche Flaschen benötigt.
Eine komplette Abfüllanlage kann eine Flaschensortiermaschine, eine Tablettenzählmaschine, eine Kapselzählmaschine, eine Gummibärchenzählmaschine, einen Trockenmittelzuführer, eine Flaschenverschließmaschine, eine Induktionssiegelmaschine, eine Etikettiermaschine und eine Kartoniermaschine umfassen.
Die bessere Kauffrage lautet nicht nur: „Welche Verschließmaschine soll ich kaufen?“ Sondern: Wird die gesamte Produktionslinie reibungslos mit meiner Flasche, meinem Verschluss, meinem Produkt, meiner Geschwindigkeit und meinem Verpackungsprozess funktionieren?
Eine Flaschenverschließmaschine ist eine Schlüsselstation in Abfüllanlagen für Tabletten, Kapseln, Gummibärchen und Nahrungsergänzungsmittel. Sie setzt den Verschluss auf und verschließt ihn, aber ihr Einfluss reicht bis zum Versiegeln, Etikettieren, Verpacken und zur Sicherstellung der Anlagenstabilität.
Die Zuführung der Verschlüsse, die Flaschenhandhabung, die Drehmomentkontrolle und die Leitungsverbindung beeinflussen die Verpackungsleistung. Eine mangelhafte Verschließeinrichtung kann zu lockeren Verschlüssen, beschädigten Gewinden, Dichtungsproblemen, Ausschussflaschen oder unnötigen Ausfallzeiten führen.
Eine gute Verschließmaschine ist nicht einfach das Modell mit der höchsten Drehzahl. Es ist die Maschine, die optimal zu Flasche, Verschluss, Produkt, Zielausstoß, Verschließverfahren und dem gesamten Layout der Abfüllanlage passt.
Planen Sie eine Abfüllanlage für Tabletten, Kapseln, Gummibärchen oder Nahrungsergänzungsmittel? Rich Packing prüft Ihre Flaschengröße, Verschlussart, Produktform und Zielmenge und schlägt Ihnen anschließend eine passende Anlage zum Zählen, Verschließen, Versiegeln, Etikettieren und Verpacken vor. Senden Sie uns Ihre Flaschen- und Verschlussdetails, um eine geeignete Verschließmaschine oder eine Zählanlage empfohlen zu bekommen.
Sie setzt, verschließt, presst oder sichert Verschlüsse auf Flaschen. Bei Tabletten, Kapseln, Gummibärchen und Nahrungsergänzungsmitteln kommt sie üblicherweise nach dem Abfüllen oder Zählen und vor dem Versiegeln, Etikettieren oder Verpacken zum Einsatz.
Eine Flaschenverschließmaschine verschließt die Flasche mit einem Verschluss. Eine Verschlussversiegelungsmaschine, beispielsweise eine Induktionsversiegelungsmaschine, erzeugt oder sichert eine Versiegelung, häufig eine Folienversiegelung unter dem Verschluss.
Schraubverschlussmaschinen sind gängig für Tabletten- und Kapselflaschen. Je nach Ausstoßmenge, Flaschenform, Verschlussart und Drehmomentanforderungen können auch Spannfutter- und Spindelverschlussmaschinen eingesetzt werden.
Das Drehmoment beeinflusst, wie fest der Verschluss sitzt. Ein zu geringes Drehmoment kann zu lockeren Verschlüssen führen, während ein zu hohes Drehmoment den Verschluss oder das Flaschengewinde beschädigen und das Öffnen der Flasche erschweren kann.
Dieser Schritt erfolgt üblicherweise nach dem Zählen oder Abfüllen der Gummibärchen und vor dem Induktionsversiegeln, Etikettieren und Verpacken. Die genaue Anordnung hängt davon ab, ob die Linie Trockenmittel einlegt, Folienversiegelung durchführt oder andere Verpackungsschritte verwendet.

Email : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt